Here are 4 Manufacturing Automation Lessons Learned During The COVID-19 Pandemic. What the pandemic has taught us about the future of automation in manufacturing.
In early 2020, the trajectory of life – and work – around the globe took an unexpected turn. As COVID-19 ran rampant across communities, people went into quarantine and many businesses, including manufacturers, were forced to shut down or seriously scale back production. What many pundits thought would be a few-month blip turned into a longer, harder trek that has lasted two years.
While things are increasingly improving today, it’s clear that the pandemic has irrevocably changed the world in very significant ways. The much-touted “new normal” reflects an updated way of doing business that developed as a reaction to the mother of all disruptions.
One of the biggest changes today is the widespread use of technology, which manufacturing companies used to make up some of the gaps in their operations in the pandemic’s early days. Although most U.S. businesses were on the path to digital transformation before COVID-19, the pandemic caused a faster, more urgent adoption of technological tools. A survey by McKinsey found that COVID-19 sped up the adoption of digital technologies by at least several years – and that many of those changes are likely here for good.
During the height of the pandemic, digital transformation wasn’t simply a “nice to have” – it could affect the very survival of a business. Another report by McKinsey, which focused on adoption of Industry 4.0 technologies, stated that manufacturers that were farther along in their transformation journey fared better than those that were just starting.
“Companies that had not implemented Industry 4.0 [technologies] prior to COVID-19 have had a wake-up call. …not only did they find themselves struggling during COVID-19, but also the absence of past experience, lagging underlying IT/OT technology stacks, and COVID-19-driven cash constraints are making it difficult for them to catch up. In sum, 56 percent of respondents that hadn’t implemented Industry 4.0 technologies prior to COVID-19 found themselves constrained in their ability to respond to COVID-19 in the absence of digital technologies to support them.”
The lessons manufacturers learned as they scrambled to adapt and survive during the pandemic are now a part of the blueprint for future success. Here are four key lessons that can help manufacturing companies thrive in the coming months.
Lesson 1: Agility and flexibility are paramount
McKinsey found that “agility and flexibility in operations have emerged as top strategic priorities” for manufacturing companies. Before the pandemic, they primarily valued productivity and minimizing costs.
It took agility and flexibility for manufacturers to adapt to shutdowns or limited production capabilities: agility to scale operations up or down as needed, to align with city or state pandemic mandates, and the flexibility to customize products to consumer needs.
Some manufacturers were able to quickly pivot during the pandemic to respond to shifting needs. For example, CBS News reported that Burton Snowboards rapidly retooled a 10,000-square-foot snowboard production facility to make plastic face shields for medical workers. And a small brewing and distillery company stopped making whiskey at the beginning of the pandemic and turned to making hand sanitizer. These pivots would be quite difficult for a manufacturer that didn’t have the agility and flexibility that today’s digital technology provides.
Lesson 2: Enable remote work and collaboration
While the number of people working remotely skyrocketed overall during the pandemic, the statistics weren’t as impressive in manufacturing. According to the U.S. Bureau of Labor Statistics, just 41% of manufacturing employees were teleworking in April 2020. That was quite a low percentage when compared to remote work rates during the same time period in financial services (81%), information technology (80%), and professional services (71%).
Nevertheless, in its Industry 4.0 study, McKinsey found that enabling remote work and collaboration is now the number one Industry 4.0 use case for manufacturers. Over half of respondents (51%) stated they were focusing on digital tools that enable remote work for non-frontline workers, such as cloud-based collaboration and video conferencing.
The World Economic Forum reported that while the manufacturing industry hasn’t traditionally been friendly to remote work, there are ways to make that a viable option for more workers. These ways require digital tools that allow employees to remotely monitor production, check on the status of equipment, and collaborate in real time from anywhere.
Lesson 3: Find new ways to manage the supply chain
Even as the health impact of the pandemic begins to recede, the manufacturing and logistics industries are still reeling from the disruption to the worldwide supply chain.
Thanks to COVID-19, “the supply chain finally has the C-suite’s attention,” says the World Economic Forum. In fact, “corporate CEOs in a McKinsey survey for the first time identified supply chain turmoil as the greatest threat to growth for both their companies and their countries’ economies – greater than the pandemic, labour shortages, geopolitical instability, war and domestic conflict.”
The same McKinsey study found that only 2% of companies have visibility into their supply base beyond the second tier. It’s critical that manufacturers find new, more effective ways to monitor and manage their supply chain to ensure business continuity and future growth.
One way to reimagine the supply chain and manage it better is to use digital tools that help build resiliency into it. Tools that deliver real-time information and solutions such as powerful platforms for analytics, automation, and logistics can help.
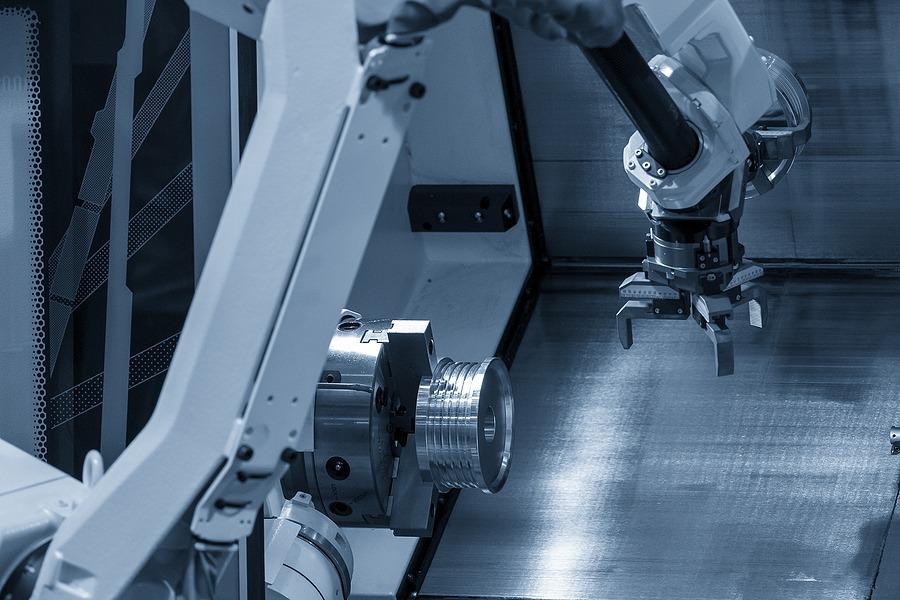
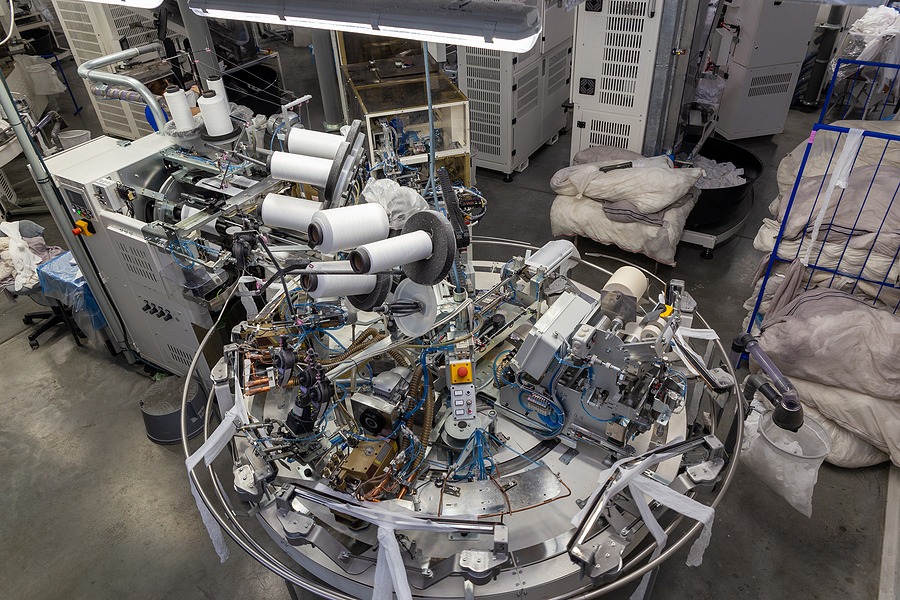
Lesson 4: Automation improves efficiency and production
McKinsey found that the pandemic has driven many manufacturers to invest more of their budgets in automation. That includes robotics and other automated systems on the production line, as well as software and applications that collect data in real time and help streamline production to achieve greater efficiency.
Automated processes can help decrease the need for on-site human workers, and could possibly keep some operations up and running if there were another pandemic-related shutdown.
A 2021 study by Google Cloud and The Harris Poll found that manufacturers significantly increased their use of artificial intelligence (AI) during the pandemic. The main use cases for this increased use of AI were quality control and supply chain optimization.
According to the Association for Advanced Automation (A3), robot sales in Q2 of 2021 marked the third-highest quarter on record for robot units sold overall.
A3 President Jeff Burnstein said, “While companies have long realized that automation increases efficiencies, expands production and empowers human employees to do more valuable tasks, the pandemic helped even more industries realize those benefits. By automating — either for the first time or expanding on how they use automation — companies will be better prepared to handle any upcoming issues that impact their business.”
Mitsubishi Electric can help future-proof manufacturers
At Mitsubishi Electric Automation, Inc., we have the products and solutions that allow manufacturers to successfully and quickly implement changes based on what they have learned during the pandemic.
Organizations can increase agility and flexibility with Mitsubishi Electric robots. They’re durable and are easy to reprogram when manufacturing needs change.
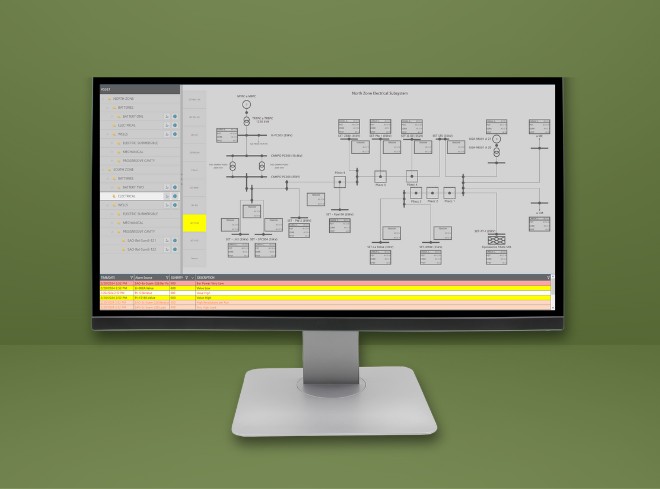
To enable remote work, products such as our Integrated Machine Analytics (IMA) Adapter and ICONICS software solutions for data visualization and analytics allow remote monitoring of production processes in real time.
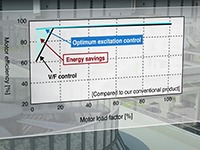
Our variable frequency drives (VFDs) and programmable logic controllers (PLCs) help enable distribution centers to come online faster and operate with greater performance – which can help reduce supply chain disruptions or delays.
Mitsubishi Electric also enables greater automation in manufacturing facilities with a range of total automation solutions. These include VFDs, human machine interfaces (HMIs), robotics, and more. And thanks to our e-F@ctory Alliance partners, manufacturers can further enhance their automation capabilities.
No one knows what manufacturing challenges lie ahead, but one thing is clear: Mitsubishi Electric products and solutions can be the powerful game-changers that keep organizations operational and competitive in years to come.
Automation Solutions Ingredients
Learn more about the Mitsubishi Electric Automation products mentioned in this article and how they can help you achieve digital transformation as we move forward in a manufacturing industry that changes – but remains navigable.
Work with Us and Succeed
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!