An Inside Job: Creating a Total Package for Pollution Control
If your goal is to create a recipe for long-term success, you might want to do things differently than the VOC emission mitigation system Randel Hanan was tasked to replace.
Hanan, VP of Engineering for Maryland-based Air Clear LLC, lays out the issues: “The original unit caused them a lot of headaches and significant lost revenue due to the lack of reliability. Structural components were failing on a regular basis, and they weren’t in places that were easily accessible. Some were up on the edge of a roof, 50 feet or so in the air. Two o’clock in the morning, something fails, and you must send somebody outside in whatever weather to get it back up and running.”
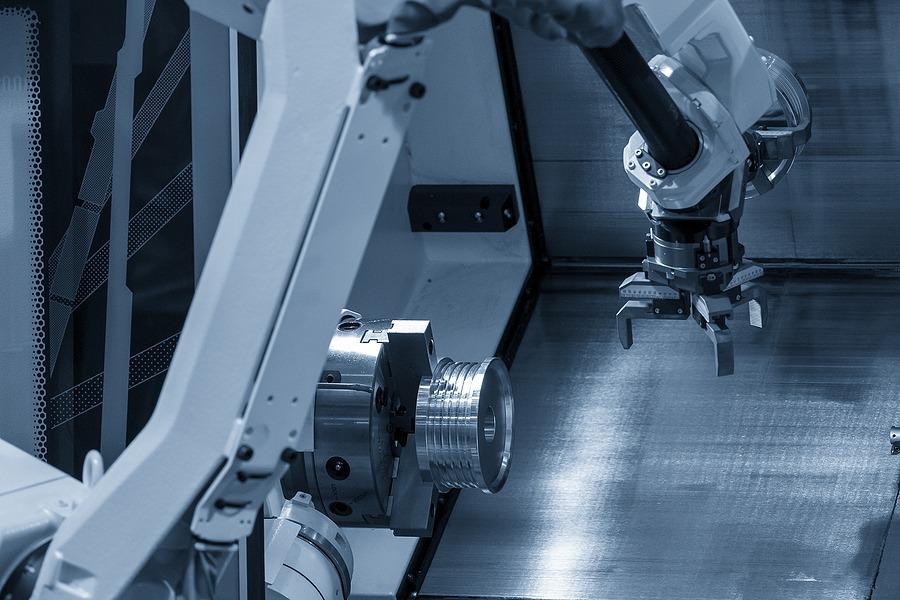
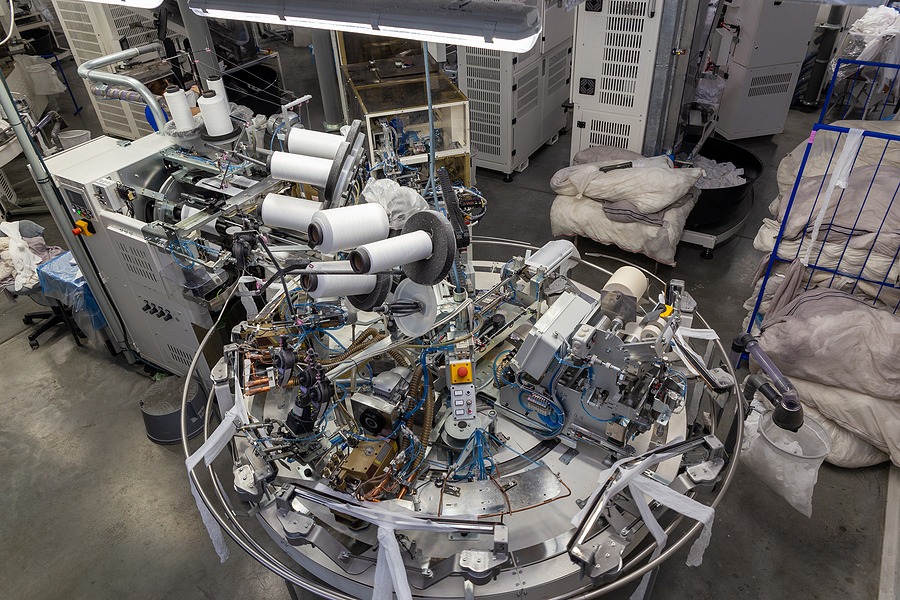
The system in question was a regenerative thermal oxidizer, or RTO. Designed to eliminate volatile organic compounds from the customer’s metal coatings process, the RTO sends the process exhaust stream through a combustion chamber that decomposes the harmful fumes.
Reliable and compact
Air Clear was contracted to design and install a new system with one caveat: it had to be installed inside the factory. Plus, they needed to ensure that there would be no more weather-related failures, that there would be easy access to key components such as instrumentation, dampers, and actuators, and that it would be reliable and compact.
Obviously, Hanan says, “Size was one of the big factors. But also, how do we install it? How do we lay this thing out?
This particular customer’s process has very high VOC loadings, which result in a high heat release. That means we needed to consider components such as a hot gas bypass and energy recovery with a secondary heat exchanger for lowering operating costs. A lot of technical engineering went into this to make sure we could meet all of the specifications for what the customer needed.”
Fortunately, Air Clear had a long-running relationship with Mitsubishi Electric Automation, Inc. and distributor Moxley Electronics. Air Clear Field Service Manager Dan Palmer, Jr. recalls, “We successfully installed Mitsubishi Electric variable frequency drives (VFDs) on numerous projects for textile companies in other locations.” A request for proposal went out to several potential suppliers, including Moxley Electronics, for the VFDs needed to power the system’s 70,000 cfm fans and other air handling components.
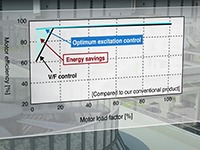
The FR-F800 is optimized for maximum energy saving. These powerful, versatile drives can be packaged with integrated controls and other components to save space and simplify installation.
A Regenerative Thermal Oxidizer (RTO) is an air pollution control system that uses temperatures of 1500° F or more to decompose volatile organic compounds (VOCs) into CO2 and water vapor.
A total solution
Randel Hanan stated three specific items which set Mitsubishi Electric apart during the bidding process: the ability to create fully customized package drive systems, comprehensive support through the design, installation and start-up process, plus a longer limited warranty period of up to five years.
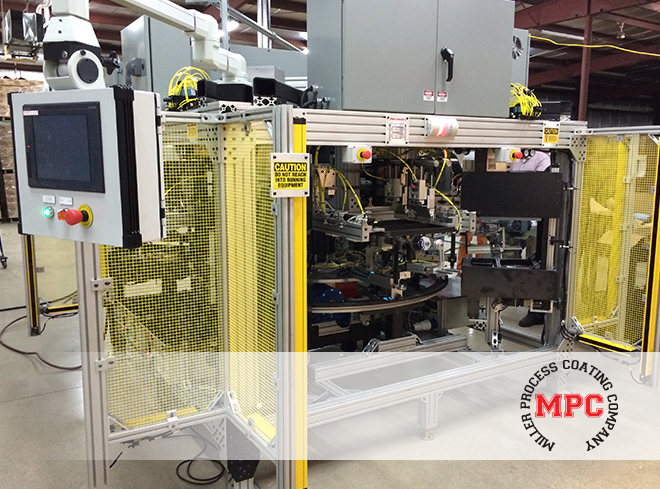
Project Manager Matt Andrews adds, “Mitsubishi Electric provided two FR-F800 VFDs for this project: a 700-horsepower unit for the main process fan and a 100-horsepower unit for the secondary heat exchanger fan. What sets these units apart is that they were delivered as package drives. The large drive included a step-down 120-volt transformer. The customer wanted a PLC in there, too, because they were integrating all of the equipment in the plant for remote monitoring, tracking and control. We could do that, since Mitsubishi Electric package drives play well with building management control systems from other manufacturers.”
The compact, fully customized package drives helped save space in the final design. It also made life easier for the busy Air Clear design team.
“The package drive was nice because we didn’t have to piece out everything,” Andrews says. “When we wanted a transformer added to the package, we could just tell Mitsubishi Electric and they would add it on their end. And if we wanted to include the starter motor for the combustion air, or a terminal block for some dry contacts, we could have them add that, too. We didn’t have to source the enclosure and the transformer and all those other pieces separately. Mitsubishi Electric was able to offer us everything we needed for the project as a total solution.”
Comprehensive support
That total solution included ongoing and personalized planning and engineering support from Moxley Electronics, plus a dedicated on-site start-up team from Mitsubishi Electric.
Randel Hanan remembers, “Mitsubishi Electric Automation programmed the parameters inside the VFD and verified communication and operation of the fans was correct. The engineers took responsibility for ensuring that all of the wiring connections were correct before the initial power was applied to the VFD. That’s one of the more nerve-wracking aspects of the installation. You’ve run hundreds of thousands of dollars’ worth of wire to this very expensive piece of equipment. Somebody has to turn the switch on, get it to power up and make sure there are no problems.”
To that end, Mitsubishi Electric supplied two on-site technicians to ensure a smooth start up. “They went through and inspected everything to make sure it was approved to turn power on,” Hanan says. “Then they used their software and laptops to go through the drive and make sure everything was operational. They tuned that drive to a point that it’s probably the best operating drive as far as ramp up and ramp down I’ve seen. We were very impressed when they were finished with it.”
He adds, “All of us at Air Clear can do that, but we don’t do it on a daily basis. To have experts there to give us a hand takes a lot off of our backs.”
Lower cost. Longer limited warranty. Less maintenance.
One key piece of the solution was a longer limited warranty. Where standard industry warranties often provide coverage for only one or two years, the standard Mitsubishi Electric Automation limited warranty covers three years. “And if Mitsubishi Electric Automation does the start-up,” says Dan Palmer, “it’s extended to five years. We had start-up assistance on the 700-horsepower VFD, and they made it so convenient that we had them do the 100-horsepower unit while they were there. That longer limited warranty service was one of the selling features we offered to the customer.”
Another major benefit of going with Mitsubishi Electric was a huge cost savings compared with an equivalent competitive offering. “Even with customization, start-up assistance and the longer limited warranty,” Matt Andrews observes, “it was easily 25% more affordable than the competitor’s solution. And that was for a solution that wasn’t nearly as customizable and tailored to our needs.”
In the end, Randel Hanan says, “This whole project was a complete upgrade for the customer, not only in equipment and operation of the equipment, but in the PLC, the HDMI and the ease for the operators. The last thing the customer’s maintenance crew wants is for one person to spend all day long trying to troubleshoot or correct something on a piece of equipment.”
“They’re now getting more uptime with less maintenance. And I’m pretty confident that they’re running faster line speeds compared to what they had with the old unit.”
“They can run seven days a week, 24 hours a day without any problem. Plus, they have the peace of mind knowing they have another four years or so of limited warranty coverage. If something goes wrong, they can call up Mitsubishi Electric, get somebody out to help troubleshoot and quickly figure out what’s going on.”
Hardware and limited warranty aside, what was Hanan’s favorite part of the whole project? “My vote would be for the ease of working with Mitsubishi Electric and Moxley Electronics. They worked with us as if we were a team to solve the challenges of finding, purchasing, installing, commissioning and operating VFDs for a complex pollution control system. The support they provided in helping us put that system together would be my number one reason for coming back to Mitsubishi Electric in the future.”
“Both companies prioritize maintaining successful relationships with their customers,” reflected Steven O’Connor, of Sales & Marketing. “That’s what made this collaboration between Mitsubishi Electric and Air Clear such an overall positive experience.”
Become Our Next Success Story
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!