A Powerful Solution for Delicate Packing
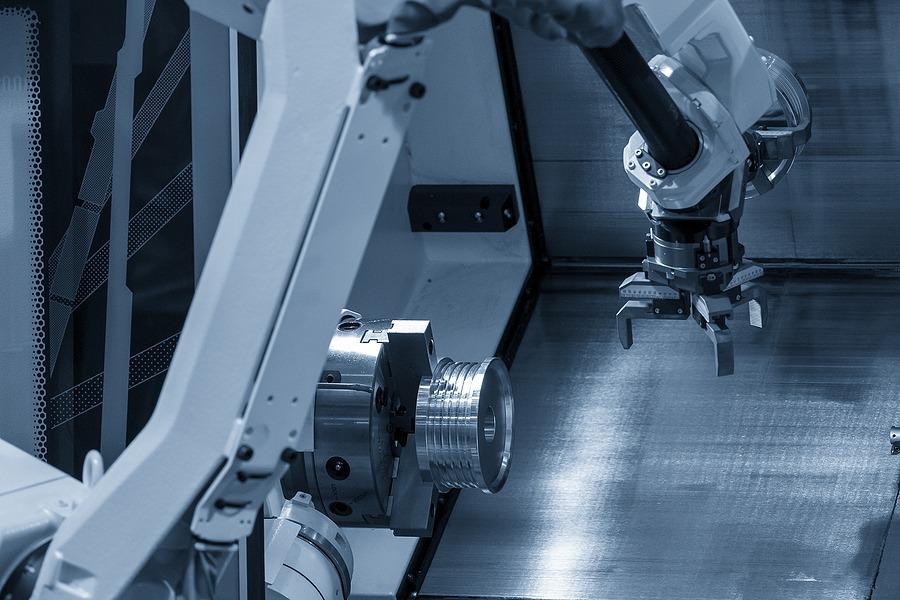
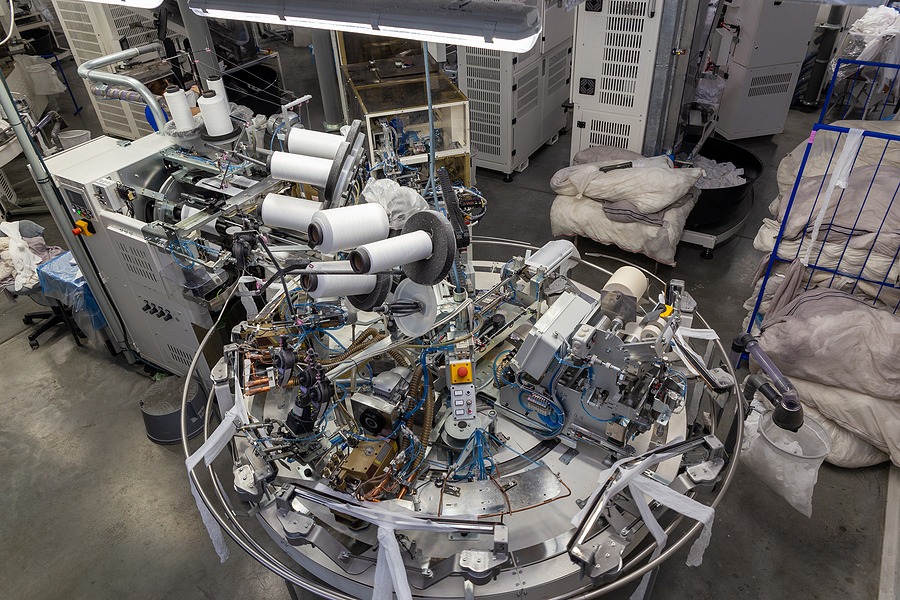
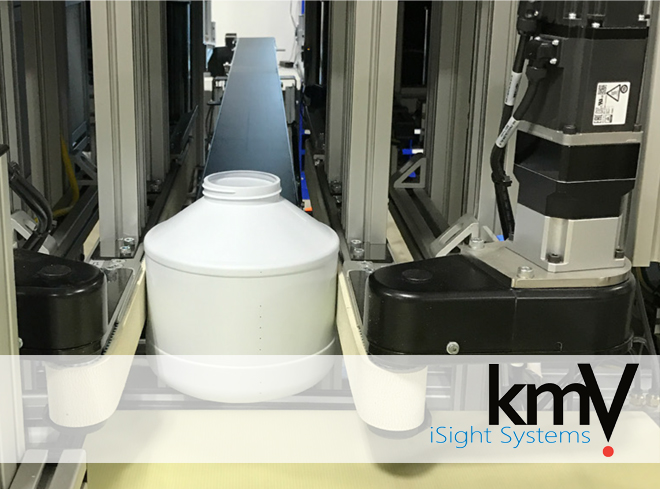
When Jeff Eckstein of Hamrick Manufacturing needed to design a new, automated packaging system from the ground up, he started with a basic wish list. He was hoping to find a robotic pick-and-pack solution that would combine power, precision and a soft touch into the smallest space possible.
Finding powerful yet compact servo motors was first on the priority list. “I mean, that’s what everybody wants when they dream of a motor, right?” he says. “The smallest, the most powerful and the fastest.”
As Controls Engineering Manager for the 46-year-old, family-owned company based near Akron, Ohio, he also had his eye on precision robotics. The customer for this new machine needed to pick and pack a variety of different protein powders that came in containers with intricate and delicate labels. Building in precisely-controlled automation would not only protect the labels, it would make changeovers between different products faster and easier.
“They run about 20 different SKUs on this line,” Eckstein explains. “They could run one product for a week or two straight, then they might run three different ones in a day. They wanted to speed up the process and remove any sort of operator error during changeovers.”
The complex changeovers involved manually setting a number of parameters using quarter-turn screws and hand cranks.
“You’d slide something down a scale and make a lot of adjustments that are based on one person’s perception of a ruler,” Eckstein adds. It’s a task that might take up to half an hour each time.
“It’s a pretty involved process,” Eckstein says. “They wanted to automate it in a way that was going to reduce the downtime between all their different SKUs. Their fillers are running 40+ bottles a minute, so an hour and a half to make multiple changeovers adds up to a lot of bottles. Every minute that machine’s not producing is money out the window.”
A Solution Hiding in Plain Sight
As Eckstein began to fill out his wish list, he discovered that a solution was right at his fingertips. Hamrick had been using variable frequency drives (VFDs) from Mitsubishi Electric Automation, Inc. for a number of years. “So we knew about Mitsubishi Electric,” he says. “We had looked at a couple other avenues and realized that we were not going to get the speed and torque we needed.”
A call to the company’s Mitsubishi Electric distributor, Shaltz Automation, yielded a quick cross-off of the first item on Eckstein’s list. He recalls, “When I initially talked to our Mitsubishi Electric Automation rep, Vic Noviski, I told him we needed more than 1.0 newton-meters of torque and more than 1000 RPMs. That’s about the fastest, most powerful we could find in the size of servo motors we wanted. Vic did some digging and came back with a solution that was 3000 rpm and 2.0 newton-meters of torque, which is more than double what I was anticipating.”
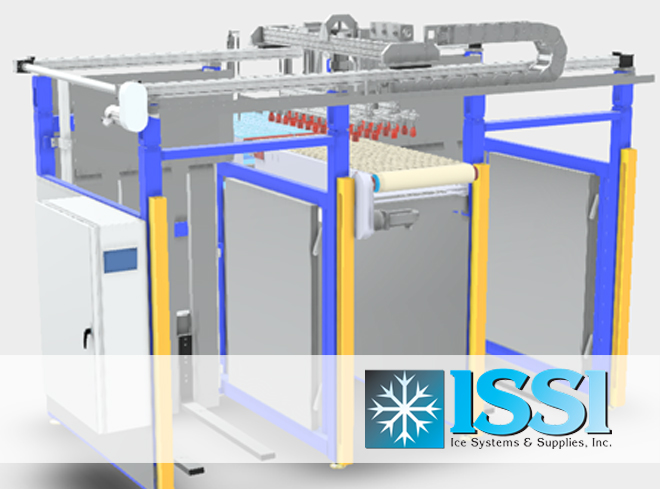
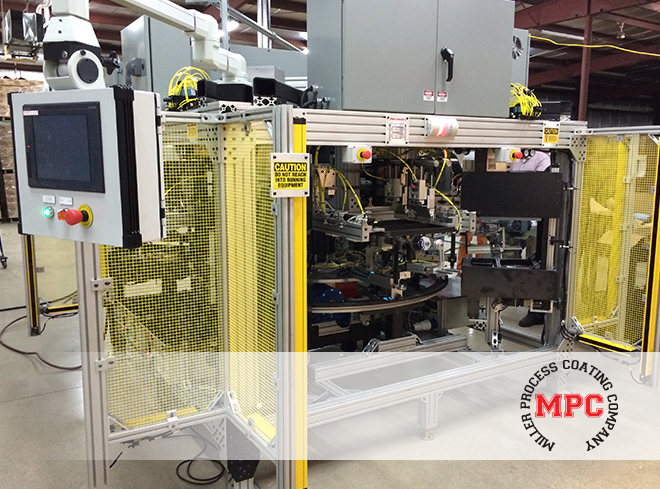
He continues, “Obviously, we were super excited. When we got some CAD files from Vic and their engineering team, we checked out the dimensions of the HG-KR23K servo motors and the size was perfect. The motors themselves had to be compact because we were putting them inside of a 17-axis mechanical assembly that really didn’t leave much room for motors.”
The new machine then evolved around other Mitsubishi Electric components, including FR-E800 VFDs and an EtherNet/IP amplifier. “We just standardized on Mitsubishi Electric components,” Eckstein notes. “And the machine that we ultimately developed had enough precise control to softly place each package. It’s extremely gentle.”
EtherNet/IP Integration Simplifies Control
One of the key reasons for that delicate touch is the integration of the servo motors with a different company’s Programmable Logic Controller (PLC) specified by the end customer.
Data communication between these components is handled by a Mitsubishi Electric EtherNet/IP amplifier, which Eckstein says was a huge sales point. “The thing that I really like about the EtherNet/IP integration between the PLC and the Mitsubishi Electric TM drives is that all the motion control is done inside the drive. That means the PLC can be non-motion rated, so we could go with a much less expensive PLC.”
For those uninitiated to the world of robotics, EtherNet works somewhat differently in a factory floor robotics operation than it does in an office environment. Instead of accessing files and printers, factory floor controllers must access data embedded in drive systems, operator workstations and I/O devices. And it has to do it all in real time or as close to it as possible.
EtherNet/IP is a set of advanced data communication standards used in real-time control applications. It uses object-oriented design to promote consistent automation functions across many types of products, including in the case the Mitsubishi Electric servo motors.
Because the Mitsubishi Electric servo motors have their own intelligence built in, the EtherNet/IP network has to transmit much less information. That’s why the PLC can be simpler and less expensive.
“All the behind the scenes work that it takes to make a servo go from point A to point B, plus how fast it gets there and how quickly it slows down, the math, the algorithms and the programming, it all gets taken care of inside the servo drive.”
“Think of it like a GPS system,” Eckstein says. “That’s a great analogy. Instead of having the PLC provide point-by-point directions, the servo motor is doing all the work. I just tell it to go to a position this fast, at this acceleration, and the rest of it’s taken care of. It finds the best path on its own.”
Changeovers Go from 30 Minutes to 40 Seconds
The results of all this advanced technology? “For the pick and place portion of it,” Eckstein estimates, “I would say we increased our performance because the motors run nicer and smoother than what we had been using. I feel like the sizing Mitsubishi Electric Automation did for us was more accurate, too. Plus, it’s fair to say they’re going to get a little more output because the motors are less likely to fail.”
Even better, he says, “The customer is going to get more throughput because the changeover time is drastically cut. Now we can do a changeover in 40 seconds. That’s a vast improvement over the old 30-minute changeover time.”
Even with the advanced technology incorporated into the machine’s design, what stands out most in Eckstein’s view is the extra-mile service Hamrick received from Shaltz Automation and Mitsubishi Electric Automation.
“We were on a tight time frame,” Eckstein recalls. “The customer wasn’t able to deliver product when we expected. That immediately pushed development back but the deadline remained the same. We did everything we could do to get this machine out on the original deadline. Mitsubishi Electric Automation was here at the drop of a dime to help us integrate everything and make it a smooth process.”
He adds, “I think I gave Mitsubishi Electric’s motion specialist Rob Rushka one week’s notice and he was here. He sat right next to me for two days to help us make sure we were doing everything correctly and using these servo motors the best that we could.”


A Dedicated Relationship
That commitment impressed company president Phil Hamrick when he stopped by to check on the progress of the programming.
“He came out in the shop one day and I was out there with Rob,” Eckstein remembers. “We were elbow deep in this machine working through a couple normal issues that you would have with a brand new design. Phil told me, ‘The other supplier we used would never be here helping you like this.’ It just goes to show how dedicated Mitsubishi Electric Automation is in earning our business.”
He adds wryly, “Phil is wearing a Mitsubishi Electric polo shirt today, so I think he approves.”
In the end, Eckstein concludes, “The Mitsubishi Electric products themselves are good, really good, but it’s the relationship with Mitsubishi Electric Automation and Shaltz Automation that I think made the real difference. Hamrick is a small, family-run company. We don’t have a ton of employees, so the Mitsubishi Electric team’s willingness and ability to help us in the middle of a crisis was key. They did an excellent job being there when we needed them.”
In fact, the relationship between Hamrick Manufacturing and the Mitsubishi Electric team is so comfortable, Eckstein says, “I feel like we’ve all been working together for the past 10 years, even though it’s only been a year or so. And that’s great!”
Become Our Next Success Story
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!