Custom Engineering + Cost-Effective VFDs = Major Industrial Success
Launching a new product line is always fraught with challenges and unexpected learning experiences along the way. When Mitsubishi Electric Automation, Inc. became involved with Hunter Fan’s undertaking into the industrial fan market, the two companies’ synergy led to some impressive breakthroughs.
In 1886, Hunter Fan Company™ invented the first ceiling fan, which was originally powered by water. Since then, the Tennessee-based company has been a leader in residential fans that last for generations. In 2016, Hunter Fan introduced its commercial/industrial line of high-volume, low-speed (HVLS) fans, which quickly became popular for their lightweight, maintenance-free design, and highly efficient direct drive motors.
During a very early stage in the development of the industrial line of HVLS fans, a Hunter Fan engineer contacted Kurtis Ullein, a sales engineer at Mitsubishi Electric, to consult on aspects of the project. A friendship was born, which eventually led to a very longtime relationship.
Technical Expertise Changes the Game
Hunter Fan wanted to use direct drive motors in their industrial fans because it would give their products a lot of advantages over conventional HVLS fans – such as lighter weight, supreme energy efficiency, and elimination of high-maintenance components.
In order to control the new, high-pole-count, energy-efficient motors, Hunter Fan needed a special variable frequency drive (VFD) firmware solution. It was complicated, and that’s when Ullein was called in to impart some advice. Ullein took the Hunter Fan engineering team to Japan to meet the actual VFD developers at the Mitsubishi Electric factory to discuss firsthand the firmware solution needs. Once the engineers in Japan had figured out the solution, they brought it to Hunter Fan in Tennessee to test, tune, and optimize it for 40+ fan variations based on fan type, blade length, motor, and so on.


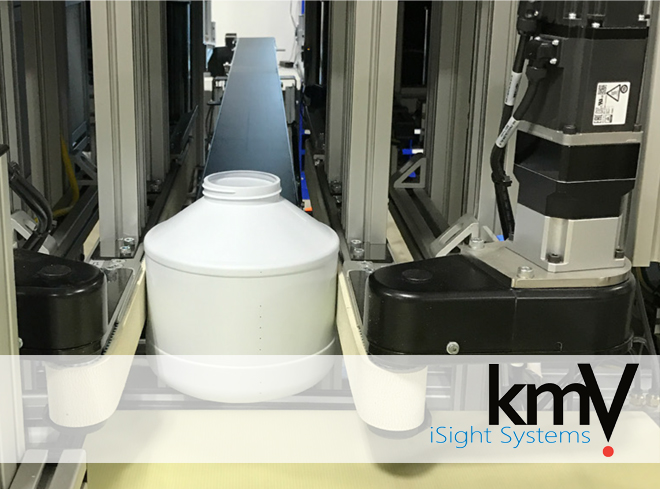
Hunter Fan began to produce the fans, but quickly realized it didn’t want to deal with the challenges of a full-scale production operation, especially when it came to the specialized motor control components. After seeing the manufacturing capabilities, the team from Hunter Fan decided to outsource the drive assembly manufacturing to Mitsubishi Electric.
Once Mitsubishi Electric was providing the entire assembly, which included the VFD, enclosures, Ethernet cards, power unit, cables, noise prevention and safety terminal, it became Hunter Fan’s sole vendor for VFDs and related components.

Mitsubishi Electric used FR-D700 VFDs, customized programming and other components to meet Hunter Fan’s varying requirements.
Hunter Fan favored the FR-D700 Series of VFD because it came with a special set of firmware that was able to run direct drive motors. The company liked the VFD’s high quality, five-year warranty, compact size, and economical price point.
Brianna Mello, Product Manager at Hunter Fan, said that the products and engineering services from Mitsubishi Electric were part of Hunter Fan’s success. “Our customers really appreciate the high-quality product that we put out into the field, and Mitsubishi Electric certainly plays a part in that.”
Hunter Fan also appreciated that Mitsubishi Electric could do all of the necessary research and development, and then test and assemble the motor, VFD, and controller components quickly and inexpensively. That was because Mitsubishi Electric had vast factory resources and longtime expertise.
Now, when Mitsubishi Electric gets orders from Hunter Fan, they preload all the necessary parameters and tuning for the specified motor. All the drives and other components are mounted into the assembly enclosure, packed up and shipped out. All Hunter Fan has to do on their end is download a few parameters for the blade length and place it into a crate with the other fan parts being shipped to the customer.
Meeting Specialized Needs at Scale
Once the relationship was established and operations were going well, Hunter Fan executives asked Mitsubishi Electric to accommodate some new features and functionality in the industrial fans.
For instance, they wanted to be able to group fans together and power them on and off as a group instead of individually. They also wanted to be able to control the fans through various building automation systems, so they could program on and off times and increase or decrease fan speeds based on current temperatures.
All of these features required new programming, as well as the integration of additional components such as sensors and remote networking hardware. Mitsubishi Electric was able to deliver on all of Hunter Fan’s requests, through testing and development and, finally, manufacturing.
Mello added that different customers might also want different functionality: “Every customer has specific little tweaks they need to make… When we switched over to Mitsubishi Electric, we weren’t aware of just how prevalent those individualized networking needs were. We had originally gone with a one-size-fits-all solution, and we’ve had to work with Mitsubishi Electric to refine that and make it a more customizable solution.”

Hunter Fan appreciated the advanced features of the FR-D700 VFD. They liked the VFD’s high quality, five-year warranty, compact size, and economical price point.
In 2019, a significant request came down from the top. Hunter Fan managers wanted to replace the operator interface, the unit that sits on the wall and contains the fan controls. They wanted a variety of glass touchscreens, which would require a power source. It can be difficult, however, to find 110-volt outlets in large warehouses, and they’re not always positioned where you want them.
The solution was Power over Ethernet, which meant the operator interfaces could be placed anywhere in the warehouse because they would receive their power directly from the fan’s VFD. They could attach an Ethernet cable to the VFD and connect it to the operator interface. The Ethernet communicates with the drive and powers the touchscreen.
Mitsubishi Electric did a lot of custom work to make Power over Ethernet a possibility-including the creation of a custom Ethernet card that could operate multiple fans on one control. This solution meant significant savings for Hunter Fan, as originally it had used third-party Ethernet cards that cost as much or more than the actual drive. Mitsubishi Electric was able to produce the cards more cheaply because it could purchase a high volume of plain circuit boards at a very low price.
Now, the custom Ethernet card goes into the drive assembly, and the power supply is located in the drive enclosure mounted on or near the HVLS fan. It’s efficient and easy to operate – and less expensive than the previous setup.
A Relationship Dedicated to Success
The road to Hunter Fan’s success with commercial and industrial fans hasn’t been free of challenges. It’s natural that every development project will go through iterations and fine-tuning.
One of the challenges the team faced was configuring the drives to operate with European power voltages and frequencies, which differ from those in the U.S. Another was the use of a third-party, non-industrial-rated HMI operator interface that was susceptible to electronic noise.
Regardless of the issue, Mello says, Mitsubishi Electric works hard with the Hunter Fan team to resolve every challenge. “Every time we hit a roadblock or snag, they are always very responsive and help us work through whatever we need. We have a standing meeting with them every week to work through any issues on our end, they’re always more than willing to get on the phone with us and work things through so that we can put out the highest quality product possible.”
Thanks to the relationship with Mitsubishi Electric, Hunter Fan has been able to reduce the cost of manufacturing industrial fans and increase quality. They can also get more product out the door, faster.
Optimizing Quality and Performance
Mitsubishi Electric leveraged its longtime expertise in industrial engineering to provide the quality and performance that Hunter Fan sought. With the ability to customize components and parameters to highly specific requirements, Mitsubishi Electric enabled Hunter Fan to satisfy customers with wide-ranging needs.
The new features and performance programmed into the drives – as well as the high-quality assembly ensured by strict quality controls – also helped Hunter Fan differentiate itself from competitors.
Ultimately, the relationship between the two companies was a critical factor to the ongoing success of the project. Both Mitsubishi Electric and Hunter Fan are committed to developing the highest-quality products and working together to resolve issues quickly and efficiently.

Become Our Next Success Story
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!