Manufacturing is falling behind other industries on digital transformation with much to gain from leveraging data though IIoT platforms and Industry 4.0.
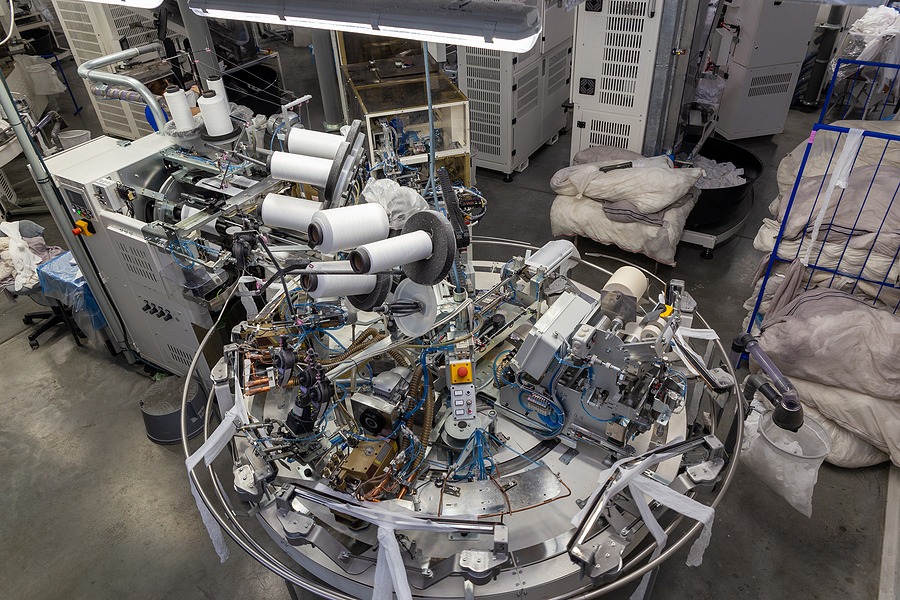
Leveraging Data from the Shop Floor to the Top Floor
So much to gain. Even more to lose.
Real-time monitoring and analysis of production data. Predictive maintenance. Insights into efficiency and process improvements. Remote troubleshooting and collaborative repairs. Unattended “lights out” production.
Whether you call it Smart Factory, Industry 4.0, the Industrial Internet of Things (IIoT) or e-Factory, the reality is, “digital is do or die.” According to the 2019 Annual Manufacturing Report by KPMG:
- 91% of manufacturers feel positively that data from connected machines will inform decision-making and reduce costs
- 74% feel Smart Factory Technology will streamline internal company processes from the shop floor to the top floor, but…
- 27% of manufacturers have no plans for adopting Smart Factory Technology
According to Impact, digital transformation in manufacturing is falling behind other industries. Only one in five small and mid-sized manufacturers (SMBs) consider themselves highly prepared to address the emerging business models the Fourth Industrial Revolution bring. They say, “SMBs, which comprise 98.43% of all manufacturing firms in the US, need to take a good look at their digital maturity and assess whether they have what it takes to grow and succeed in the future.”
Forbes says, “Many companies have started digital transformation initiatives, but still don’t have a fully connected shop floor for sending useful data across the enterprise.” Data is already available, but these companies haven’t put the technology in place to use that data effectively.
What technology is required to leverage data? Forbes says this list likely includes:
- The need for connected assets
- All the technology in one platform to easily collect that data, process and analyze it and
- The ability to share the data with stakeholders
McKinsey says an agile (or smart) manufacturing plant can improve operational performance by 30-50%. With so much to gain, why are so many manufacturers dragging their feet?
Separating DATA FACT from DATA FICTION
One reason manufacturers are falling behind other industries in digital adoption is the perception that leveraging live production data is too difficult, too time-consuming and too costly. Many manufacturers also feel “it’s only for the big guys” and…“it can wait.”
While these perceptions may have been true at one time, none of them are true today — especially the last one. PwC says, “IIoT is a disruption that’s coming faster than most companies think. Those that fail to act now risk being left behind — and will face a real struggle to catch up.”
The good news is there’s never been a better time to make your data work for you.
- Data collection sensors are cheaper and are now being embedded in devices
- OEM devices are smarter — some are no- or low-code and offer plug-and-play interoperability
- Wireless networks make it easier to collect and analyze data at the edge of the network
- Cloud computing is safer and more accepted by manufacturers
- Analytics are better thanks to advances in artificial intelligence and machine learning
- Data visualization platforms make data accessible and meaningful for different stakeholders
But the great enabler of Industry 4.0 is CC-Link IE TSN, the first open industrial network gigabit Ethernet bandwidth.
Providing performance, connectivity and intelligence
The CC-Link Partner Association (CLPA) says, “Industrial communications networks are the basis of an efficient factory. They allow different devices to share data, regulate processes and operations and gain actionable insights on productivity and other key performance indicators (KPIs).” CLPA says CC-Link IE TSN technology provides the highest network performance currently available. It outperforms other networks in terms of bandwidth, transient data transfer, response time and network data capabilities.
Mitsubishi Electric was the first in the industry to adopt CC-Link IE TSN enabled devices that are ready for this new technology.

A recent technology report by Smart Industry found that the majority of users say they are on the look-out for new networking infrastructure that can boost performance. In addition to enabling Industry 4.0, CC-Link IE TSN gives manufacturers freedom of choice in using devices and machines from different vendors. The technology also offers backward compatibility with existing CC-Link IE networks. That’s why many industries are embracing it and many automotive manufacturers are standardizing on it. CC-Link IE TSN enables seamless connectivity from the smallest sensor all the way up to enterprise-level systems.
CC-Link IE TSN provides universal connectivity for integrating operational technology (OT) and information technology (IT).
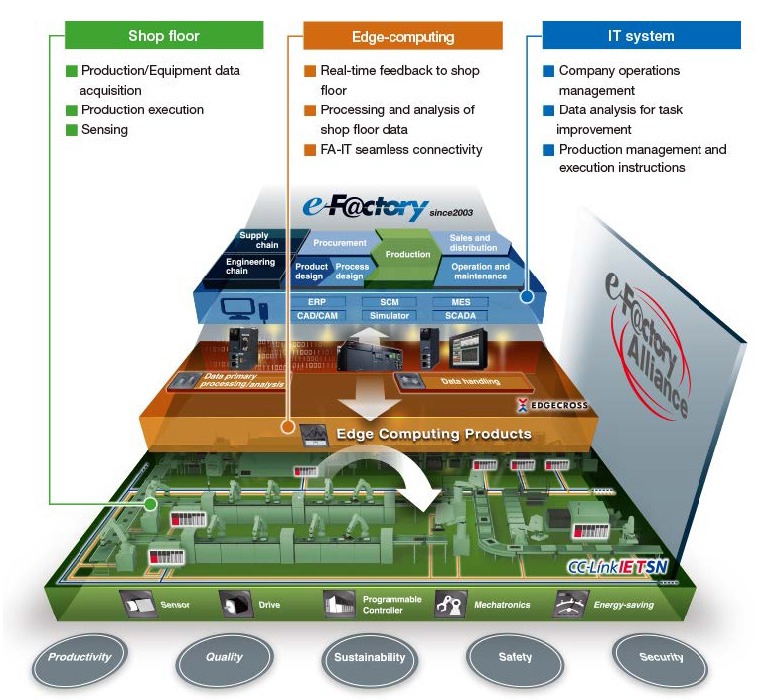
Embracing Industry 4.0 is all about converging the data from the shop floor with the data from the top floor. However, neither OT nor IT are set up to translate and interpret data in real-time. As a result, companies have enormous volumes of unfiltered data instead of knowledge that drives action.
Industrial PCs (IPCs) for edge computing bring the benefits of IIoT by enabling companies to collect data and control devices in real-time.

It’s time to get a little edgy
“Edge computing holds the key to IT/OT integration.” So says Christian Nomine of Mitsubishi Electric Europe B.V. Christian says you need to do more than simply connect the operational technology of the plant floor to the information technology of the enterprise. Edge computing is the essential middle layer between devices and business applications.
Edge computing is located on the edge of the manufacturing floor. It operates between the cloud and data collection points such as sensors, drives, PLCs and robots. Edge computing is complementary to cloud computing. Manufacturers need both. With edge computing, manufacturers can:
- Easily monitor data across the entire production floor
- Enable real-time diagnostics
- Remotely monitor connected devices
When data is sent to the cloud, manufacturers can get the bigger IIoT picture needed to improve plant productivity and enterprise profitability.
Industrial PCs (IPCs) were created specifically for edge computing. New state-of-the-art IPCs combine real-time equipment control with high-speed data collection, processing, diagnosis and feedback in a single system. With IPCs for edge computing, OEMs and manufacturers can:
- CONNECT operational technology (devices, machines, systems and networks) and information technology (MES, ERP, etc.)
- COLLECT real-time data from new and legacy systems (CNCs, PLCs, Robots, Sensors, DCSs)
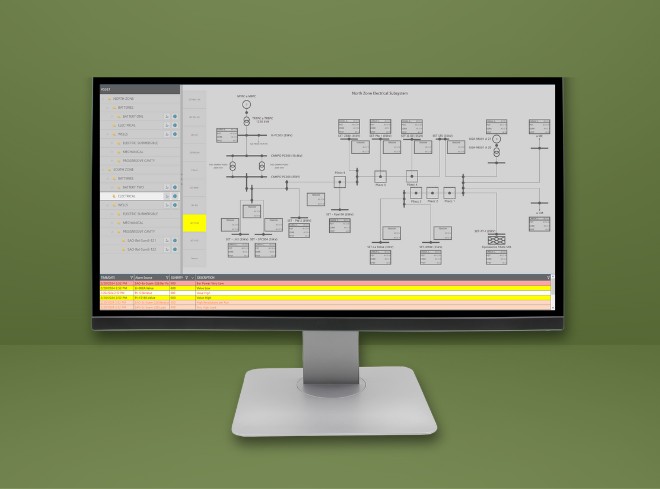
- VISUALIZE data with dashboards that feed HMI screens for local and remote monitoring
- ANALYZE data on the edge and in the cloud and feed advanced enterprise platforms with relevant machine data
- OPTIMIZE performance through overall equipment efficiency (OEE,) KPIs and preventive maintenance
Ultimately, IPCs let manufacturers bring intelligence to the factory floor and the business, so they can make better and more informed decisions.
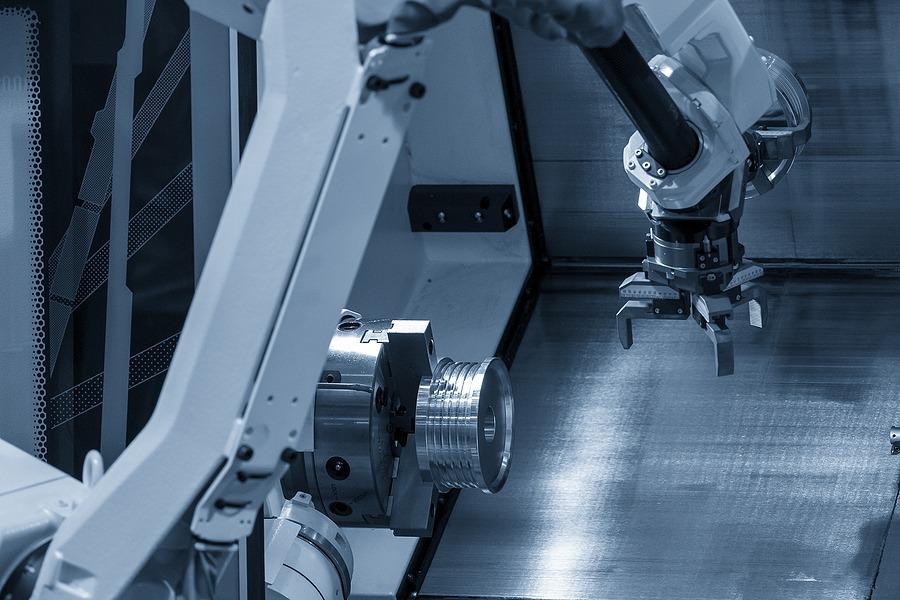
Achieve unattended “lights out” production with CNC machine monitoring
Machine monitoring is the quickest way to improve performance of CNC machines and free your operators to do other work. With CNC data collection and monitoring, manufacturers can:
- Find the bottlenecks
- Eliminate inefficiencies
- Improve product development
- Build competitive advantage
A new Integrated Machine Analytics (IMA) mobile app allows users to monitor multiple CNC machines simultaneously through MTConnect, an open standard that enables universal connectivity. The app is designed for Mitsubishi Electric CNC control machines, but it will work with any MTConnect-compliant CNC.
Now business owners, maintenance managers and operations supervisors can remotely monitor CNC machines.
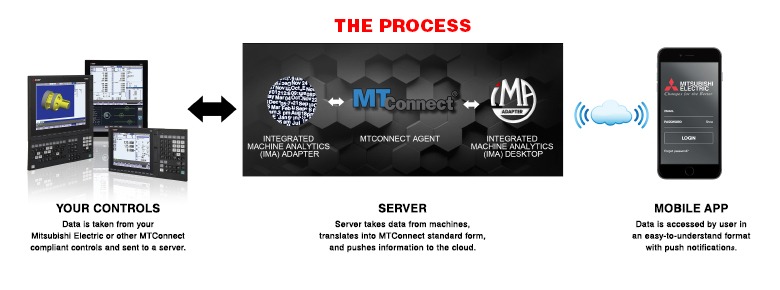
Essentially, data is taken from MTConnect compliant controls and sent to a server. The server takes data from machines, translates the data into the MTConnect standard form and then pushes information to the cloud where data can be accessed by users in an easy-to-understand format with SMS text push notifications.
Real-time CNC machine monitoring on control mode, control state, program and overrides also enables:
- 24/7 manufacturing or “lights out” production
- Rapid response to alarms
- Improve overall equipment efficiency
Do more than simply collect data
Many industrial organizations are still capturing data on paper or in spreadsheets. The ability to collect, aggregate, translate and visualize data is the key to success over the next 5-10 years.
Think of all the companies that waited too long to get on the digital bandwagon. (Kodak and Blockbuster come to mind.) Don’t delay. Find out how Mitsubishi Electric can help you use data to:
- Prepare for the demands of Industry 4.0
- Boost business performance
- Improve competitive advantage
Work with Us and Succeed
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!