New Technology In Record Time
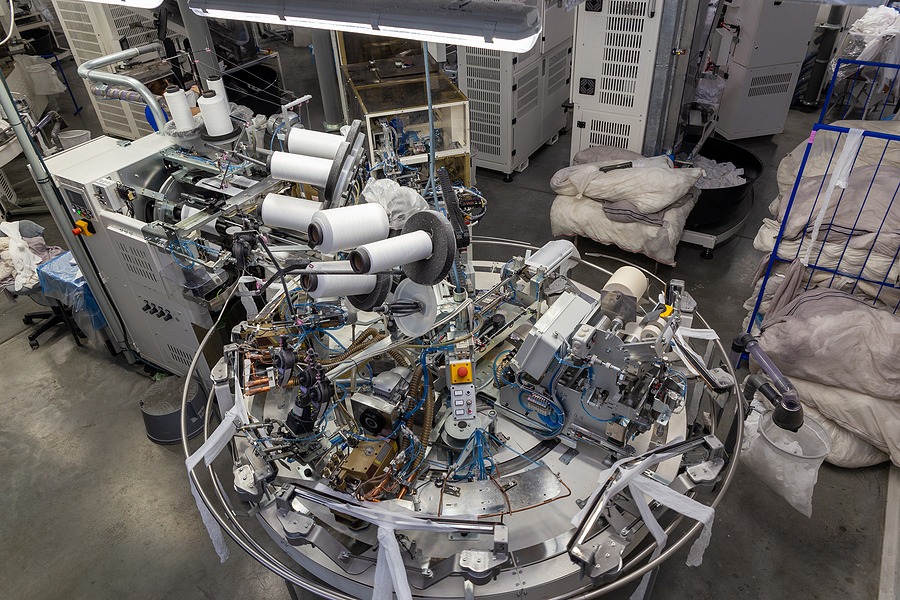
Charlie Wilson had a conundrum. An experienced electrical control engineer working for Yupo Corporation America, he was charged with upgrading the automation systems at the plastic paper manufacturer’s Chesapeake, Virginia facility.
The catch was, Yupo wanted to get the control systems replaced and successfully tested within an aggressive one-week shutdown schedule. “We wanted to be down the least amount of time possible, obviously,” Wilson explains, “because if we’re not making paper, we’re not making money.”
The Japan-based company’s U.S. plant began operations in 1989 with A Series PLCs from Mitsubishi Electric Automation, Inc. as the heart of its manufacturing control system. Although these PLCs had run reliably for thirty years, replacement hardware and technical support were now becoming difficult to find. So, Yupo made the decision to upgrade their A Series equipment to a newer Mitsubishi Electric PLC series.
Streamfeeder, by BW Integrated Systems, is known for their rugged, dependable, and versatile feeding solutions. When the components on their best-selling feeder were being obsoleted, they began looking for servo and PLC replacements.
Forward compatibility is key
The company chose to migrate to Mitsubishi Electric Q Series PLCs because they offered seamless forward compatibility with the facility’s existing automation systems. Compatibility across the network was vital, Wilson says, “because we didn’t have the time to change out every piece of I/O in the plant.”
Working with integrator Progressive Design, Inc, in consultation with Mitsubishi Electric Automation, Inc. and local distributor Hermitage Automation, Wilson and the team developed an ambitious plan to assemble, configure and comprehensively test the new systems before shutdown.
To facilitate the transition, Progressive Design participated in training offered by Mitsubishi Electric, and worked with Mitsubishi Electric engineers to migrate the legacy network to modern Ethernet-based technology. Wilson says Progressive Design proved to be a valuable partner. “I worked closely with Progressive for three or four months. They knew what they were doing and they were easy to work with.”
Next, the team created a complete mock-up system on site for review. “The code and the network were the biggest challenges,” Wilson explains. “We tried to simulate everything.” He says the mock-up process helped make the entire process much easier, facilitated by Mitsubishi Electric-designed hardware and software migration tools.
Transparency and connectivity
Mitsubishi Electric Channel Account Manager Robert Spencer notes that Mitsubishi Electric “provided a lot of the legacy support, which served as a bridge from the 1990s network technology to the latest network configuration. That really paid off during the prototyping and the simulation phase. The Yupo team was able to get all the hardware connected offline at their facility to work out potential issues and get everything working.”
Ultimately, the upgrade included nine PLCs on multiple networks, with four integrated remote I/O heads. The installation was completed during a short, one-week shutdown, and production resumed without incident. Now that everything is back up and running, Wilson says working with the Q Series PLCs is a big improvement. “From a technician’s perspective, it’s now much easier for them to get inside the network and troubleshoot the system.
“The best new feature is the enhanced connectivity,” he continues. “With the Q Series, you can quickly set up a computer and open up a number of different processors at one time; that leads to faster troubleshooting. Before, you would have to get a laptop with a serial connection, plug into it, and sit directly in front of the control cabinet. Now, we have a network that lets you see inside of any PLC across the line, all on one computer.”
Easier operation all around
The availability of direct help from Mitsubishi Electric has proven to be a highly valuable resource, as well. “Mitsubishi Electric is very open about getting you direct contacts for help when you have an issue,” Wilson says.
“And I’ve called Mitsubishi’s hotline number at least a dozen times. That’s a great resource. When I first started at Yupo, I’d never worked with a Mitsubishi Electric processor. They walked me through connecting and helped me better understand the systems.”


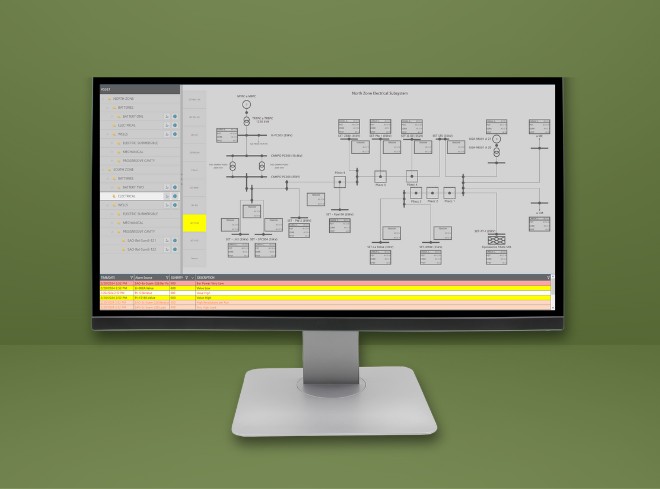
Things are easier down on the factory floor, too, with new HMI screens and Graphic Operation Terminals (GOTs).
“Those were the biggest changes for the operators,” Wilson reports. “There are five HMIs placed around the plant, providing lots of data that they didn’t have before. We can display things like drive data, torques, tensions and draws. Plus, now they can see what’s behind every ready light. They have a screen that points them to exactly what’s holding out the ready lights. They also have a range of automated functions, such as speed-up/speed-down.”
Maintaining consistency
The goal of the update, Wilson reiterates, wasn’t to make any major changes in plant operations. It was to maintain consistency in the production process while moving to more current technology.
“We tried to keep everything the same so the operators in the plant wouldn’t even know that it was changed. The only real difference is that, now, it’s easier for them to get exactly what they want displayed so they can work with it more efficiently.”
Looking back on the experience, Wilson says the whole migration process was efficient and largely trouble free. The combined efforts of Mitsubishi Electric, Progressive Design and Hermitage Automation made it possible to port 1990s programs into a new platform and get everything running with minimal disruption.
For Charlie Wilson and Yupo Corporation America, it was “problem solved.” Wilson adds, “The fact that we could do a large-scale, invasive controls modernization like that with very limited downtime is pretty amazing.”

Become Our Next Success Story
We love our customers and the challenges they bring to us. We also like to let our customers shine by discussing how we worked together to solve their biggest challenges. If you have a challenge that needs to be solved and would like to be our next BIG success story, reach out to us and let’s connect!